T1 Test to check molten metal flow and trial production

Metalmold temperature approximately 95°C
Temperatureduring pouring about 1010°C
Molten metal flow is very good.
Moltenmetal sufficiently fills the mold up to up-hill part for degassing.
Therun of the molten metal was about the same with fast and with slow flow of themolten metal supplied to the product part.
Adefect was found in trial production caused by shrinkage in the part sandwichedby the core, which is the part that solidifies last.
We believe the defect can be resolved by using adifferent gate thickness and position.
T2 Teeter mold test
Result: Good It can be used for Permanent mold casting
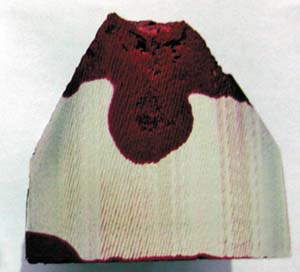
Thereis little internal shrinkage and large external shrinkage.
Colorcheck indicated a large red stained area , and the texture was rough andsponge-like.
A planthat considers the rough textured part, such as where it solidifies last, mustbe used.
Moltenmetal temperature may not be suitable. Atemperature range must be used that is suitable for Permanent mold casting.
T3 Confirmation of mechanical properties
Tensilestrength: 494 N/mm2 Degreeof elongation: 40%
Greatly exceeds the standards for common brass and bronze materials.
T4 Analysis and confirmation of molten metal components
| Cu | Sn | Pb | Zn | Bi | Fe | Ni | Si | Cd | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 1. | Standard value | 80.0Min | 0.25Max | 0.15Max | 12.0-16.0 | 0.5-1.5 | 0.15Max | 0.2Max | 3.8-4.2 | |
| 2. | Purchased materials | 80.93 | 0.02 | 0.05 | 13.8 | 0.95 | 0.05 | 0.01 | 4.15 | 9ppm |
| 3. | Before melting | 80.5 | 0.009 | 0.01 | 14.44 | 1.07 | 0.04 | 0.011 | 3.9 | 9ppm |
| 4. | At the time of test production | 81 | 0.009 | 0.01 | 13.86 | 1.06 | 0.04 | 0.012 | 4.02 | 7ppm |
Moltenmetal management is relatively easy
Attentionto Zn depletion is required but no significant depletion was observed.
T5 Confirming processability

Theimpression is hard.
Chipsare small.
Can beprocessed if the conditions are changed.
T6 Evaluation of pressure resistance of trial production
Result
Thistrial product was not perfect, but good results were obtained.Metal mold plan and casting condition havelarge effects on pressure resistance.
Preliminary trial production
Leakagewas observed in all products in preliminary trial production.Leakagewas observed at the part sandwiched by core sand that solidifies last.Therewas no leakage at the part in direct contact with the metal mold.
True trial production
It canbe improved through thickness settings and the way molten metal flows based on themetal mold plan.Afterchanging the plan and thickness setting of the product, the results in truetrial production were good.
Results and evaluation


Metalmold castability is good.
It canalso be used as a material for Permanent mold casting.
Massproduction through low-pressure Permanent mold casting is possible but continuedinvestigations of Permanent mold casting conditions, such as suitable pouringtemperature as well as metal mold temperature, are necessary.Massproduction is easily possible in the present state if the Permanent mold castingproduct is small.
If wecan find a suitable metal mold plan and suitable Permanent mold casting conditions,higher values of mechanical properties can be obtained compared to commonlyused brass, and therefore we can expect a reduced weight of Permanent mold castingproducts through reduced thickness.